Here are some examples of cuts in both clear plastic and polyimide using a variety of laser types.
In the following figures, "A" shows clear plastic, while "B" shows polyimide.
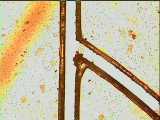 Figure 1A Figure 1A |
 Figure 1B Figure 1B |
Figure 1 shows the 1.5 W, 355 nm laser results. Both cuts are relatively clean with a small heat affected zone (HAZ). It took about one minute to make a complete part. |
 Figure 2A Figure 2A |
 Figure 2B Figure 2B |
Figure 2 shows the 3.0 W, 355 nm laser results. A slightly higher HAZ, but still decent quality. These parts took about 18 seconds to process at double the power of the previous. |
 Figure 3A Figure 3A |
 Figure 3B Figure 3B |
Figure 3 shows the 1.5 W, 266 nm laser results. With one of the best cut qualities, this one still took the least time of the tested UV lasers, 12 seconds. |
 Figure 4A Figure 4A |
 Figure 4B Figure 4B |
Figure 4 shows the broadband RF CO₂ laser. It took only about 400 ms to make the cut, but it's pretty poor quality with a large HAZ. |
 Figure 5A Figure 5A |
 Figure 5B Figure 5B |
Figure 5 shows the 9 μm RF CO₂ laser. Still can't compete with the UV lasers. This also took about 400 ms. |
 Figure 6A Figure 6A |
 Figure 6B Figure 6B |
Figure 6 shows the results of a line-narrowed CO₂-T laser. Good cut quality, nice thin line. |
 Figure 7A Figure 7A |
 Figure 7B Figure 7B |
Figure 7 shows Q-switched CO₂ results. The process speed was about 700 ms and produced results comparable to the UV lasers. |
 Figure 8A Figure 8A |
 Figure 8B Figure 8B |
Figure 8 shows cuts made with a 248 nm KrF Excimer laser. The process took hours, not seconds, but not the exceptional edge quality. |
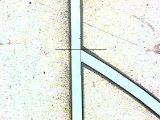 Figure 9A Figure 9A |
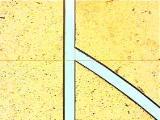 Figure 9B Figure 9B |
Figure 9 shows cuts made with a 355 nm, 12 ps laser. |
 Figure 10A Figure 10A |
 Figure 10B Figure 10B |
Figure 10 shows cuts made with a 532 nm, 12 ps laser. |
 Figure 11A Figure 11A |
 Figure 11B Figure 11B |
Figure 11 shows cuts made with a 1064 nm, 12 ps laser. |
|